قیمت ساخت قالب تزریق پلاستیک 100%
سفارش اینترنتی ساخت قالب پلاستیک
هزینه طراحی و ساخت قالب تزریق پلاستیک 100% تضمینی
سامانه استعلام قیمت طراحی و ساخت انواع قالب های پلاستیک تنها با 3 کلیک
استعلام قیمت ساخت قالب پلاستیک و نحوه محاسبه قیمت ساخت انواع قالب تزریق پلاستیک در پارس نورگونه
دانشنامه طراحی و ساخت انواع قالب پلاستیک

1-پین بیرون انداز
2-بریدگی عرضی
3-قطعه تزریق
4- میل بیرون انداز (عملکرد هیدرولیکی)
5-صفحه پایه بیرون انداز
6-صفحه نگهدار بیرون انداز
7-بوش کششی اسپرو
8-پین بیرون انداز اسپرو
9-اسپرو میله ای
10-بوش تزریق
قسمت a
در این بخش ما بصورت مختصر درباره سیستم خروج از قالب با بیرون انداز در قالب های پلاستیک پرداخته ایم
محاسبه قیمت ساخت انواع مختلف قالب های پلاستیک
استعلام قیمت برای ساخت انواع قالب های پلاستیک
زمان مورد نیاز برای محاسبه قیمت ساخت انواع قالب های پلاستیک
قیمت ساخت قالب تزریق پلاستیک 100%
توضیحات در مورد اجزای قالب
توضیح در مورد بوش تزریق (اسپرو): برای توضیح این بخش به استحضار می رساند که این قطعه یک اینسرت فولادی سخت شده در داخل قالب تزریق که نازل پلاستیک ساز را میپدیرد و برای انتقال دادن مذاب یک دهانه را فراهم می سازد .
توضیح دورودی اسپروئی:این بخش از قالب یک محل عبور که از طریق آن مذاب از نازل به حفره قالب جریان مییابد.
توضیح در مورد قفل اسپروئی:برای توضیح این بخش از قالب به استحضار می رساند که بخشی از رزین باقی مانده در سرباره سرد به بالا فوران کرده به وسیله زیر برش. این قفل هنگامی که قالب باز میشود برای بیرون کشیدن اسپروئی از بوش تزریق مورد استفاده قرار میگیرد. قفل اسپروئی خودش با استفاده از یک پین پران از قالب تزریق پلاستیک بیرون کشید میشود.
توضیح در مورد اسپرو: این بخش از قالب تزریق پلاستیک ورودی تغذیه تهیه شده در قالبگیری تزریق در میان نازل و حفره یا سیستم راهگاه می باشد .
توضیح در مورد قالبهای انباشته: دو یا چند قالب از یک نوع مشابه که پشت سر یکدیگر موقعیت دهی شدهاند تا اجازه دهند در یک سیکل قطعات بیشتری ساخته شوند.
توضیح در مورد صفحه بیرون انداز (صفحه پران) : این بخش از قالب یکی از مهمترین بخش های طراحی و ساخت قالب پلاستیک است که در مورد صفحهای که قطعه قالبگیری شده را از پینهای ماهیچه یا درپوشهای نیرو بیرون میاندازد. صفحه بیرون انداز در داخل عملیات توسط ورودی قالب تزریق پلاستیک تنظیم میشود.
توضیح در مورد ورودی برگهای: یک زائده قابل برداشت کوچک در حدود ضخامتی مشابه همانند قطعه قالب گیری شده، اما معمولا برای برداشت آسان عمود بر قطعه است.
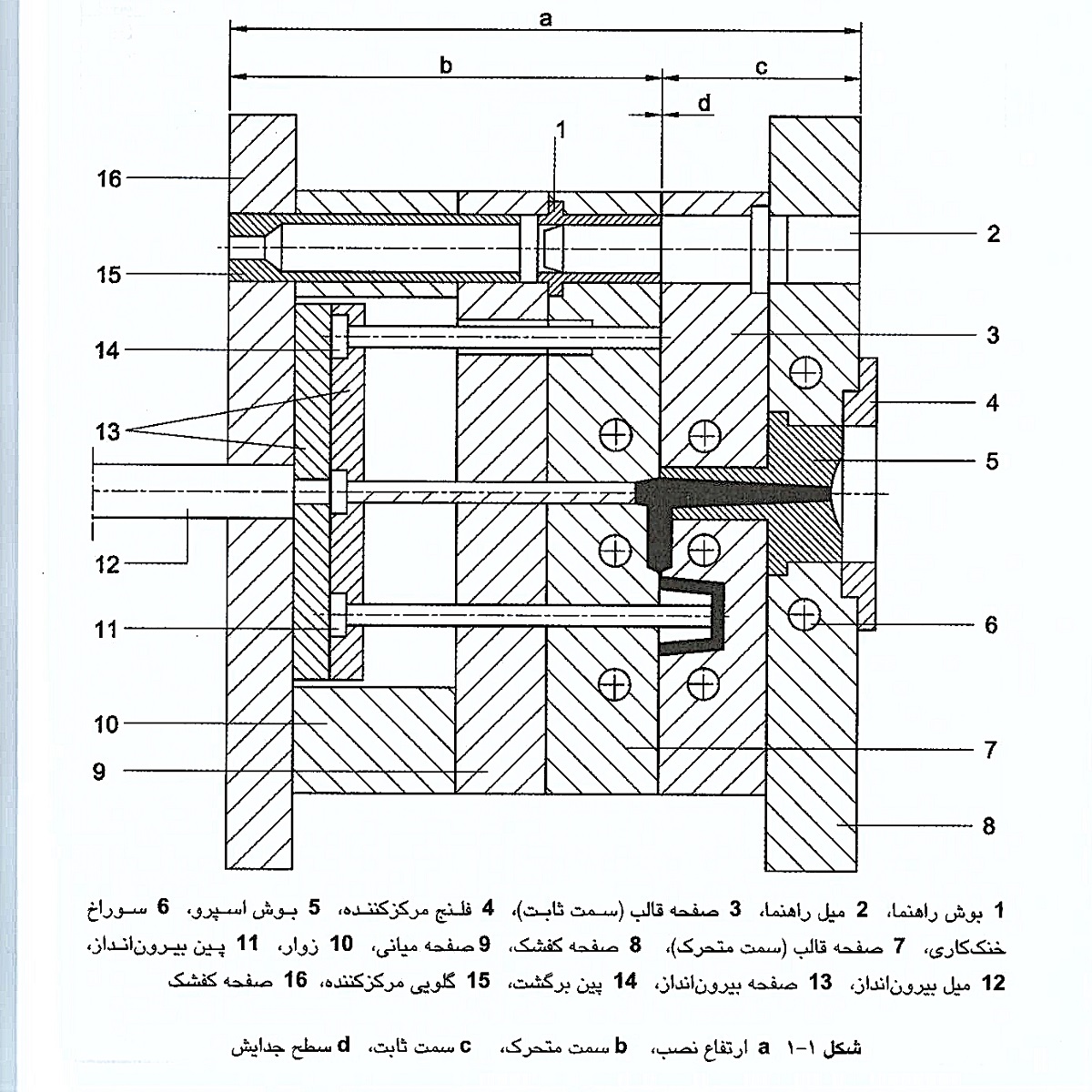
ساختمان قالب تزریق با پین بیرون انداز
اجزای اصلی که عبارتند از 1- بوش راهنما2-میل راهنما 3-صفحه قالب 4-فلنج مرکز کننده 5-بوش اسپرو 6-سوراخ خنک کاری 7-صفحه قالب 8-صفحه کفشک 9-صفحه میانی 10-زوار 11-پین بیرون انداز 12-میل بیرون انداز 13-صفحه بیرون انداز 14-پین برگشت 15- گلویی مرکز کننده 16-صفحه کفشک
هواگیری (گاز زدایی) در انواع قالب پلاستیک
در هنگام طراحی و ساخت قالب پلاستیک می بایست تمهیداتی را قائل شد تا هوای محبوس شده در حفره قالب در طی فرایند قالبگیری تزریق را خارج کرد، چرا که اگر تخلیه هوا نامناسب باشند، در داخل حفره هوا فشرده خواهد شد، و این امر باعث خواهد که فشار و دما به سرعت بالا برود و به طور بالقوه باعث پر شدن ناقص و یا حتی سوزاندن مواد پلاستیک هنگام تزریق در هنگام عملیات تزریق پلاستیک گردد .
در هنگام فرآیند طراحی قالب پلاستیک تعداد تخلیهها اغلب با اقتصاد ساخت قالب محدوده می گردند تا هزینه ساخت قالب کاهش بیابد ، اما به صورت ایدهآل و اصولی میبایست در طی طراحی قالب مورد ملاحظه و تحلیل لازم قرار بگیرند و به طور کلی در ویسکوزیته بالاتر ماده تزریق ما به ابعاد تخلیههای بزرگتر نیازمند هستیم و باید در قالب پلاستیک مورد طراحی این اصل را رعایت نماییم .
در نتیجه تخلیههای ورودی باید از فولاد ایمن برش داده شود. در حداقل ابعاد شروع میشود و تخلیهها به صورت تدریجی تا زمانی که قالبگیری بهینه به دست آید باز میشود.
و در نتيجه طراحی و ساخت دریچه تخلیه خیلی کوچک باعث خواهد شد که دریچه مسدود گردد و توانایی بیرون راندن هوا از حفره قالب را کاهش خواهد داده یا بطور کلی حذف خواهد شد ؛ و طراحی دریچه خیلی بزرگ ،ممکن است منجر به این نکته گردد که در قالبگیریها بیرون زدن مشاهده شود.
در هر جایی در سرتاسر خط جدایش میتوان تخلیهها را قرار داد به خصوص آنها را باید در نواحی که برای پر کردن بخش ویژهای از قالب تزریق آخرین هستند موقعیت دهی نمود.
یک فاصله گذاری معقول هر ۲۵ میلی متر است، اگر هوا بدون هیچ راه فراری در خط جدایش قالب تزریق محبوس شده باشد، مقرون به صرفه است که برای اجازه دادن به خروج هوا از میان لقی بین پین و سوراخ یک پین تخلیه/پین پران را قرار دهید.
گزینه دیگر عبارت است از به کاربردن اینسرتهای فلزی متخلخل: این ایسرتها به عبور گاز از میان آنها بدون گرفتگی با پلیمر اجازه میدهد. این اینسرتها میبایست به عنوان آخرین راه حل و فقط در سطوح غیر بصری مورد استفاده قرار گیرند.
به طور خلاصه، تخلیه ناکافی ممکن است در شکستهای مختلف قالبگیری دارد به عوامل زیر منجر شود:
سوختگی موضعی
خطوط جوش ضعیف و قابل مشاهده
پرداخت سطح ضعیف
خواص مکانیکی ضعیف
پر کردن ناقص، به خصوص در مقاطع نازک
ابعاد نامنظم
خوردگی موضعی سطح حفره قالب
تاب برداشتن (اعوجاج): این اصطلاح به معنی واپیچش ابعادی در یک قطعه قالب گیری شده است.
سامانه استعلام قیمت طراحی و ساخت انواع قالب های پلاستیک تنها با 3 کلیک
درصورتیکه برای استعلام قیمت طراحی و ساخت قالب پلاستیک مورد نظرتان تصمیم گرفته اید می توانید با شماره 09190515987 مهندس صفائی تماس بگیرید و یا فرم زیر را تکمیل و ارسال نمایید %

سامانه استعلام قیمت طراحی و ساخت انواع قالب های پلاستیک و محاسبه هزینه طراحی انواع قالب های پلاستیک
[iphorm_popup id=”5″ name=”فرم استعلام قیمت طراحی و ساخت انواع قالب های پلاستیک “]فرم استعلام قیمت طراحی و ساخت انواع قالب پلاستیک بصورت 100 % تضمینی [/iphorm_popup]
